一、简答题1. n位二进制码盘,就有n圈码道,且圆周均分为2的n次方等分,即共有2的n次方个数据来分别表示其不同位置,所能分辨的角度即为360°除以2的n次。问:若有一个八位二进制码盘,它所能分辨的角度是多少?
所能分辨的角度α=360°/2n=360°/28=1.4°
2. 如图5-8所示零件,A、B、C面已经加工好,现以A面定位基准加工工件D面,计算尺寸L
3及其公差。
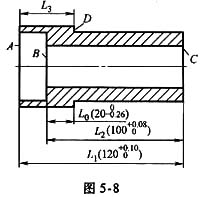
由L
3基本尺寸:20=100+L
3-120,可得
L
3=40mm
由L
3上偏差:0=0.08+ES-0,可得:
ES=-0.08mm
由L
3下偏差:-0.26=0+EI-0.1,可得:
EI=-0.16mm
工序尺寸
,按入体方向标注为

3. 在数控车床上用高速钢刀具加工螺纹时,转速n不能太高,一般取n≤1200/P-K,K=80。现加工一导程为6mm的螺纹,问应选多大转速?
由n≤1200/P-80,P=6mm,可得:
n=(1200/6-80)r/min=120r/min
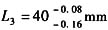
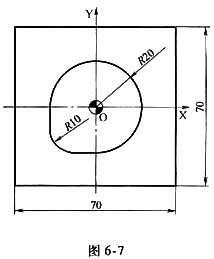
二、论述题 如图6-10所示的零件厚20mm,精铣内腔,深度10mm。采用顺铣,铣刀直径φ10mm。要求切入方向合适。
11. 编程题
已知条件:
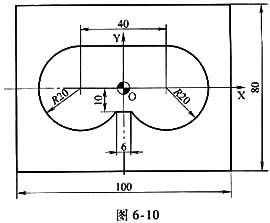
1)被加工零件如图7-17所示,未注明公差±0.5mm;工件材料45钢。
2)本零件年度生产纲领10万件;为保证零件外形和尺寸精度一致性,采用加工中心完成全部内外轮廓和4-φ8mm孔的加工。
3)工厂选择的立式加工中心相关技术参数如下:换刀时间4s,切削刀切削6s,X、Y坐标快速走刀32m/min,主轴最高转速8000r/min,刀库刀位数21,主轴功率11kW;工作台尺寸为(长×宽)1000mm×500mm,机床行程为(X×Y)800mm×450mm。
4)毛坯厚度22mm,尺寸为(长×宽)100mm×100mm。
根据给出条件,要求解决以下问题:
(1)计算与编程。
1)编制外轮廓加工程序。
2)编制内轮廓加工程序。
3)编制钻孔程序。
(2)加工工艺。根据给出已知条件:
1)请给出用加工中心加工完成该零件的工艺方法(包括备料尺寸的尺寸)。
2)计算在加工中心上一次装夹可以加工出零件的件数。
工艺路线:用机用虎钳装夹工件,并找正工件。设定工件坐标系及Z轴长度补偿值工件中心为工件坐标系原点,工件上表面为Z方向零平面。
加工工序:
1)用直径为20mm的立铣刀加工外轮廓,保证尺寸及表面精度(一号刀T1)。
2)用直径为20mm的立铣刀加工椭圆,保证尺寸并利用改变长短轴尺寸的方法去除余量。
3)用直径为20mm的立铣刀加工内孔,保证尺寸精度。
4)用中心钻加工四个底孔(二号刀T2)。
5)用直径为8mm的钻头加工四个孔,保证位置精度(三号刀T3)。
程序:(西门子系统)
QQ:
M6TI; 换1号刀
M3 S800; 主轴正转,转速800r/min
M08; 切削液开
G54 G90 G0 X0 Y0 Z10; 坐标系G54,绝对值编程方式,快速定位到(X0,Y0,Z10)
G41 X-45 Y-60; 建立刀具补偿,移动到(X-45,Y-60)
G1 Z-10 F200; 直线插补Z-10,速度200r/min
G1 X-45 Y-12 F200; 直线插补移动到(X-45,Y-12),速度200r/min
G3 X-45 Y12 CR=12; 逆圆弧G3移动到(X-45,Y12),圆弧插补半径为12mm
G1 X-45 Y45 RND=10; 直线插补移动到(X-45,Y45),倒圆10mm
G1 X-12 Y45; 直线插补移动到(X-12,Y45)
G3 X12 Y45 CR=12; 逆圆弧G3移动到(X12,Y45),圆弧插补半径为12mm
G1 X35 Y45; 直线插补移动到(X35,Y45)
G1 X45 Y35; 直线插补移动到(X45,Y35)
G1 X45 Y12; 直线插补移动到(X45,Y12)
G3 X45 Y-12 CR=12; 逆圆弧G3移动到(X45,Y-12),圆弧插补半径为12mm
G1 X45 Y-45 RND=10; 直线插补移动到(X45,Y-45),倒半径为10mm的圆
G1 X12 Y-45; 直线插补移动到(X12,Y-45)
G3 X-12 Y-45 CR=12;逆圆弧G3移动到(X-12,Y-45),圆弧插补半径为12mm
G1 X-35 Y-45; 直线插补移动到(X-35,Y-45)
G1 X-45 Y-35; 直线插补移动到(X-45,Y-35)
G00 Z10; 快速定位到Z10
G40 X0 Y0; 取消刀补快速到(X0,Y0)
G0 X70 Y0; 快速定位到(X70,Y0)
G1 Z-5 F100; 直线插补移动到Z-5,速度100r/min
R0=40; 把40赋值输入到参数R0
R1=30; 把30赋值输入到参数R1
R2=0; 把0赋值输入到参数R2
R3=360; 把360赋值输入到参数R3
R4=1; 把1赋值输入到参数R4
AAA;
R5=R0×COS(R2); 参数R5等于参数R0乘以余弦R2
R6=R1×SIN(R2); 参数R6等于参数R1乘以正弦R2
G1X=R5Y=R6 F120; 直线插补移动到X等于参数R5Y等于参数R6,速度120m/min
R2=R2+R4; 参数R2等于参数R2加参数R4
IF R2<=R3 GOTOB AAA;如果满足条件R2<=R3,那么跳转到有AAA的程序段
G01 Z10; 直线插补Z10
POCKET(10,0,2,-13,0,0,5,0,0,300,100,0,11,18,,,,); 槽加工循环指令
M9; 切削液关
M6 T2; 换2号刀
M3 S2000; 主轴正转转速2000r/min
G54 G90 G0 X0 Y0 Z10; 坐标系G54,绝对值编程方式,快速定位到(X0,Y0,Z10)
G1 F100; 直线插补速度100m/min
MCALL CYCLE81(10,0,2,-2,0,); 钻削循环81
G0 X-28 Y-28; 快速定位到(X-28,Y-28)
X-28 Y28; 快速定位到(X-28,Y-28)
X28 Y28; 快速定位到(X28,Y28)
X28 Y-28; 快速定位到(X28,Y-28)
MCALL; 前后各有一个则自动调用子程序
M09; 切削液关
M6 T3; 换3号刀
M3 S1500; 主轴正转,转速为1500r/min
G54 G90 G0 X0 Y0 Z10; 坐标系G54,绝对值编程方式,快速定位到(X0,Y0,Z10)
G1 F100; 直线插补速度100m/min
MCALL CYCLE82(10,0,2,-10,0,1); 钻削循环82
G0 X-28 Y-28; 快速定位至0(X-28,Y-28)
X-28 Y28; 快速定位到(X-28,Y-28)
X28 Y28; 快速定位到(X28,Y28)
X28 Y-28; 快速定位到(X28,Y-28)
MCALL; 前后各有一个则自动调用子程序
M09; 切削液关
M30; 程序结束并返回开头
12. 加工如图6-16所示的零件,材料45钢,毛坯尺寸175mm×130mm×6.35mm。加工内外轮廓。
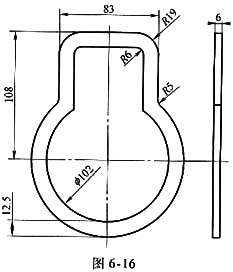
编程:
O0001;
G90 G21 C40 G80; 绝对值编程方式,毫米输入,取消刀补,取消固定循环
G91 G28 X0 Y0 Z0; 增量值编程方式,返回参考点
G92 X-200 Y200 Z100; 设定工件坐标系(X-200,Y200,Z100)
G00 G90 X0 Y0 S1250 M03; 绝对值编程方式下并快速定位到(X0,Y0),主轴正转,转速1250r/min
G43 Z5 H01; 建立刀具长度补偿,刀补号H01,快速抬刀Z5
M08; 切削液开
G01 Z-10 F150; 直线插补至Z-10,速度150r/min
G41 D01 X51; 刀具左补偿X进刀51mm
G03 X23 Y95.5 I-6 J0; 逆圆弧G03移动到(X23,Y95.5),圆弧起点到圆心为I-6 J0
G01 Y89.5; 直线插补Y89.5
G03 X-29 Y89.5 I0 J-6; 逆圆弧G03移动到(X-29,Y89.5),圆弧起点到圆心为I0 J-6
G01 Y42; 直线插补Y42
G03 X51 Y0 I29 J-42; 逆圆弧G03移动到(X51,Y0),圆弧起点到圆心为I29 J-42
G01 X0; 直线插补X0
G00 Z5; 快速抬刀Z5
M05; 主轴停止
M00; 主轴暂停
M03 S1250; 主轴正转,转速12500r/min
G06 X72 Y108; 抛物线插补移动到(X72,Y108)
G01 Z-10 F150; 直线插补Z-10,速度150r/min
G01 X225; 直线插补X225
G02 X41.5 Y89 I0 J-9; 顺圆弧G2移动到(X41.5,Y89),圆弧起点到圆心为I0 J-9
G01 Y48; 直线插补Y48
G02 X-41.5 Y48 I41.5 J-48;顺圆弧G2移动到(X-41.5,Y48),圆弧起点到圆心为I41.5 J-48
G01 Y89; 直线插补Y89
G02 X-22.5 Y108 I19 J0; 顺圆弧G2移动到(X-22.5,Y108),圆弧起点到圆心为I19 J0
G40 G01 Y110.5; 取消刀补,直线插补Y110.5
G49 G00 G90 Z20 M05; 取消刀具长度补偿,快速抬刀Z20,主轴停止
G91 G28 X0 Y0 Z0; 返回参考点
M06; 换刀
M30; 程序结束并返回开头
 图6-7所示的零件厚20mm,精铣内腔,深度8mm,顺铣,铣刀直径φ10mm。
图6-7所示的零件厚20mm,精铣内腔,深度8mm,顺铣,铣刀直径φ10mm。
33. 用T01、T02、T03号刀具对工件进行钻、扩、铰加工,编程时选T01刀具为标准刀具长度,试写出用G43、G44指令对T02、T03号刀具向下快速移动100mm时,进行长度补偿的程序段,并说明存储器中的补偿值是多少?(提示:用增量值编程)
用T01、T02、T03号刀具对工件进行钻、扩、铰加工时的示意图如图6-2所示。
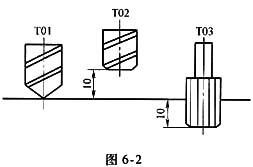
补偿值:H02 10
H03 10
程序段:G44 G91 G00 Z-100 T02 H02
G43 G91 G00 Z-100 T03 H03
(或:补偿值:H02 -10
H03 10
程序段:G43 G91 G00 Z-100 T02 H02
G43 G91 G00 Z-100 T03 H03)
34. 加工中心上采用固定循环方式加工如图6-19所示的各孔,工件材料为HT300,使用刀具T01(H01)为镗孔刀,T02(H02)为直径13mm钻头,T03(H03)为锪钻。工件坐标系设置:Z0在工件上表面,X、Y零件的对称中心位置,在空白弧中填写对应程序的注释。

O0010;
T01 M06; 选1号刀具
G90 G00 G54 X0 Y0 S400 M03 F40;
G43 H01 Z10.0 M08; T01快移到Z10,同时建立刀具长度补偿,刀补号H01,切削液开
G98 G85 X0 Y0 R3.0 Z-45.0 在(X0,Y0)处精镗孔至Z-45,R参考平面为3.0mm,结束后返回初始平面
G49 G80 M05 M09; 取消刀具长度补偿,撤销固定循环,主轴停,切削液关
G91 G28 Z0; 回参考点
T02 M06; 换2号刀具
G90 G00 X-60 Y50; 绝对值编程方式,快速移动到(X-60,Y50)
G43 H02 G00 Z10.0 S600 M03 M08
G98 G73 X-60.0 Y0 R-15.0 Z-48.0 Q4.0 F40; 在(X-60,Y0)处深孔钻削,R面为-15mm,孔深-48mm,每次钻深4mm,进给速度40mm/min,结束后返回初始平面
X60.0; 在(X60,Y0)处同上深孔钻削
G49 G80 M05 M09;
G91 G28 Z0;
T03 M06;
G90 G00 X-60.0 Y0;
G43 H03 Z10.0 S350 M03 M08;
G98 G82 X-60.0 Y0 R-15.0 Z-30.0 P200 F25; 在(X-60,Y0)处锪孔,R面为-15mm,孔深-30mm,进给速度25mm/min,孔底暂停进给0.2s,结束后返回初始平面
X60.0;
G49 G80 M05 M09;
G91 G28 Z0;
M30; 程序结束
35. 编程题
(1)编制图6-18所示工件的加工程序。
(2)写出加工工艺。

(1)内轮廓加工(注意加刀补位置)。
O0001; 程序名(刀具为14mm键槽铣刀)
G00 G90 G54 X0 Y0 Z50; 移动至工件坐标系原点
M03 S1000 F200; 设定转速、进给量
G00 X57 Y-40; 选择加刀补前刀具位置
Z2; 快速移动至安全平面
G41 X64 Y0 D01; 加刀具半径补偿
G01 Z-6 F50; Z轴下刀(注意下刀速度)
G03 X9.373 Y22.627 R32 F200;
G01 X-20.686 Y-11.314;
G02 X-32 Y-16 R-16; 内轮廓加工
G03 X-32 Y32 R8; 注意加工优弧、劣弧时,R为正值还是负值
G03 X-9.373 Y-22.627 R32;
G01 X-20.686 Y-11.314;
G02 X32 Y-16 R-16;
G03 X32 Y-32 R8;
G03 X64 Y0 R32;
G00 Z50; Z轴抬刀
G40 X0 Y0; 取消刀补
M30; 程序结束
(2)外轮廓加工。
O0002; 刀具为20mm三面刃铣刀
G00 G90 G54 X0 Y0 Z50; 移动至坐标系原点
M03 S1200 F300; 设定转速、进给量
G00 X80 Y-80; 刀具移动到(X80,Y-80),预加刀补位置
Z-6; 分两次下刀,单刀吃刀深度为-6mm
G01 G42 X72 Y-60 D01; 选择工件外加刀补
Y-40; 开始加工
G02 X71.07 Y-2.857 R60;
G03 Y2.587 R10;
G02 X72 Y40 R60; 外轮廓加工
G03 X-72 Y40 R600; 加工中可根据实际情况确定
G02 X-71.07 Y2.857 R60; 进给速度
G03 Y-2.857 R10;
G02 X-72 Y-40 R60;
G03 X72 Y-40 R600;
G00 Z50;
G40 X0 Y0;
M30
注:外轮廓可加大刀补来去掉加工余量,通过调整刀补进行精加工。
(3)台阶孔加工(铣、钻、铰)。
O0003; 程序名(刀具选择12mm键槽铣刀)
G00 G54 G90 X0 Y0 Z50; 移动至工件坐标系原点
M03 S1200; 设定转速、主轴正转
G00 X85 Y0; 快速移动至加刀补前位置
G00 Z-10; 安全平面
G01 G41 X93 Y20 D01 F300; 加刀补
G01 Z-22 F50; Z轴下刀
G03 I-8 J0 F100; 加工第一个孔
G00 Z-10; 抬刀
G40 X85 Y0; 取消刀补至第二个孔预加刀补位置
G01 041 X77 Y-20 D01 F300; 加刀补至第二个孔
G01 Z-22 F50; Z轴下刀
G03 I8 J0 F100; 加工第二个孔
G00 Z2; 抬刀至安全平面
G40 X-85 Y0; 加工第三个孔、第四个孔
G00 Z-10;
G01 G41 X-77 Y20 D01 F300;
Z-22 F50;
G03 I-8 J0 F100;
G00 Z-10;
G40 X-85 Y0;
G01 G41 X-93 Y-20 D01 F300;
G01 Z-22;
G03 I8 J0 F100;
G00 Z50;
G40 X0 Y0;
M30;
注:可调整刀补来确定精度
(4)钻孔循环(选7.8mm钻头)。
O0004;
G00 G54 G90 X0 Y0 Z50;
M03 S1200 F200;
G99 G83 X85 Y20 Z-35 R2 Q-7 K1;
X85 Y-20;
X-85 Y20;
G98 X-85 Y-20;
G80 X0 Y0;
M30;
注:孔加工前应选用中心钻定孔位。
(5)铰孔(铰刀8mm)。
O0005;
G00 G54 G90 X0 Y0 Z50;
M03 S300 F200;
G00 X85 Y20 Z2;
G01 Z-35;
Z2;
G00 X85 Y-20;
G01 Z-35;
G01 Z2;
G00 X-85 Y20;
G01 Z-35;
G01 Z2;
G00 Y-20;
G01 Z-35;
Z2;
G00 X0 Y0 Z50;
M30;
注:饺孔时,应低转速直线匀速上下加工。
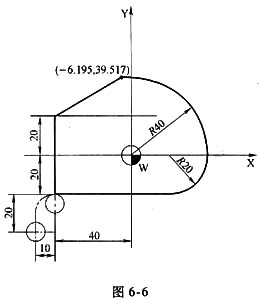
 如图6-6所示的零件及走刀路线,厚度20mm,逆铣,铣刀直径φ10mm。
如图6-6所示的零件及走刀路线,厚度20mm,逆铣,铣刀直径φ10mm。



 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题