1. 对焊条电弧焊用电焊机有什么要求?
对电焊机的要求是:
(1)引弧电压(空载电压)既要利于引弧,又要保证焊工的安全。直流电焊机为55~90V,交流电焊机为60~80V。
(2)具有陡降的外特性曲线。曲线陡降,表明电弧长度变化时,焊接电流变化很小。短路时,限制短路电流不超过焊接电流的1.5倍。
(3)短路时,电弧电压等于零,恢复到工作电压(25~40V)的时间应不超过0.05s。
(4)具有足够的功率和一定的电流调节范围,以适应不同工况的需要。
(5)焊机结构轻巧、维修方便。
2. 什么是电焊机的外特性?与电弧静特性有什么关系?
电焊机的外特性是表示焊接电流与电弧电压之间的关系,见下图1的曲线1。曲线2为电弧静特性。
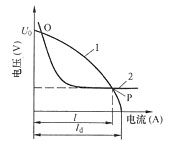
由下图1可见,电弧静特性曲线与电焊机的外特性曲线相交,有两个交点O和P。O为电弧引燃点,电弧开始引燃时,电压接近空载电压,电流很小,电弧不稳定。P为电弧稳定燃烧点,焊接过程中,电弧的长度不断变化,因此电弧的静特性曲线也随之变化,如图2所示。当曲线2变为曲线3时,P点移至P
1点,电弧电压上升,而焊接电流则由I
1变至I
2。电焊机的外特性曲线越陡,则焊接电流的变化就越小。
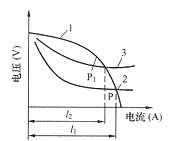
图1 电弧静特性与电焊机外特性的关系
1—电焊机陡降外特性曲线;2—电弧静特性曲线;
U
0—电焊机的空载电压;
O—电弧引燃点;P—电弧稳定燃烧点
]
图2 弧长变化引起
焊接电流变化
1—电焊机外特性曲线;2—电弧较短时的静特性曲线;
3—电弧较长时的静特性曲线
3. 什么叫电焊机的动特性?其好坏取决于什么?
电焊机的动特性指电焊机适应焊接电弧变化的特性。
焊接过程中,电弧在不断的引燃和燃烧。当电极与焊件接触时会产生短路电流,而电极提起时又达到空载电压,熔滴过渡中也会产生这种频繁的短路和再引燃过程,因此电弧会产生变化。如果电焊机输出的电流和电压不能很快适应,电弧就不能稳定燃烧,甚至熄灭。电焊机适应这种变化的性能好坏取决于焊机的电感量,即感抗过大或过小都使电弧稳定性变差。
4. 电焊机的调节特性指什么?
电焊机的调节特性指选用不同的焊接工艺参数时,要求电焊机能够通过调节得出不同的电源外特性。因为当弧长一定时,每一条电源外特性曲线和电弧静特性曲线的交点中只有一个稳定工作点。
5. 电焊机的负载持续率(暂载率)怎样表示?
电焊机的负载持续率是用百分数表示的。计算式为

我国规定手工电焊焊机的额定负载持续率为60%。
6. 如何识别电焊机铭牌?
每台电焊机上都有铭牌,在铭牌上都列有该台焊机的型号和主要参数。如输入的初级电压、相数、功率、发电机,还有接法、转数、功率。输出的次级,列有空载电压、工作电压、电流调节范围、负载持续率等内容。
7. 为什么焊条电弧焊时要求弧焊电源的外特性是陡降的?
焊条电弧焊时要求弧焊电源的外特性是陡降的,其原因是:在焊接过程中,电弧长度难免发生变化。从焊接质量来看,希望弧长变化时,焊接电流变动越小越好,而陡降外特性曲线的弧焊电源能使电弧长度变化时,电流变化小,电弧稳定燃烧,且有恢复原电弧长度调节能力。另外在熔滴过渡发生短路情况时,能限制短路电流的幅值,避免焊机受到损坏。
8. BX1-330型弧焊变压器的构造及其工作原理是什么?
BX1-330型交流电焊机是一种常用的电焊机,其结构属于动铁芯漏磁式。空载电压60~70V,工作电压30V。电流调节有粗调和细调,调节范围为50~450A。
电焊机是由主铁芯、可动铁芯、一次绕组和二次绕组组成。一次绕组全部绕在主铁芯的一个柱上;次级绕组分两部分,一部分绕在一次绕组外面,另一部分绕在主铁芯的另一个柱上兼作电抗线圈,见下图。

BX1-330型交流电焊机的原理图
Ⅰ—一次绕组;Ⅱ、Ⅲ—二次绕组
1—主铁芯;2—可动铁芯;3—二次接线板
BX1-330型交流电焊机的工作原理是:当一次绕组通入交流电流i
1时,即产生交变磁场,主磁通Φ
1沿整个铁芯的回路闭合,在一、二次绕组中均感应出电动势来。
在未引弧时,电焊机处于空载状态,二次绕组没有电流通过,电抗线圈不产生压降,得到较高的空载电压,便于引弧。
引燃电弧后,二次绕组中便有电流通过,同时在铁芯内产生磁通。由于可动铁芯中的漏磁显著增加,二次绕组电压就下降,从而获得陡降的外特性。
短路时,由于很大的短路电流通过电抗线圈,产生了很大的电压降,使次级线圈的电压接近于零,从而限制了短路电流。
9. BX1-330型弧焊变压器怎样调整电流?
电流调节有粗调和细调。电流粗调有两档,是利用次级线圈接线板上的接线柱改变次级线圈的匝数来调节电流。当连接片在Ⅰ位置时,空载电压为70V,电流在50~180A内调节,见下图1;当连接片在Ⅱ位置时,空载电压为60V,电流在160~450A内调节。电流细调是利用手柄改变可动铁芯的位置,即改变漏磁的大小来调节电流。当铁芯向外移动时,漏磁减小,电流增大,见下图2;反之则电流减少。
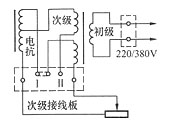
图1 电流粗调

图2 电流细调
1—固定铁芯;2—可动铁芯
10. BX3-300型弧焊变压器的构造及其工作原理是什么?
BX3-300型是目前应用较广的一种动圈式漏磁弧焊变压器。
(1)焊机构造。BX3-300型焊机初级线圈和次级线圈分别设置在变压器铁芯柱的下方,相互间磁耦合不紧密,漏磁较大,见下图。

BX3-300焊机结构原理
(2)工作原理。在空载时,由于次级绕组无焊接电流通过,因此不存在次级漏磁通,则无降压现象,故能保持原始较高的空载电压,有利于引弧。
焊接时,由于焊接电流的存在,使漏磁通随着焊接电流的增大而增大,使焊机获得下降的外特性。
在焊接短路时,由于短路电流很大,由此而产生的漏磁造成很大的电压降,从而限制了短路电流的增长。
11. BX3-300型弧焊变压器怎样调整电流?
该焊机电流调节有两种方法,即粗调和细调。粗调节是通过改变一、二次绕组匝数来实现的。细调节是通过改变一、二次绕组距离来实现的。
12. 交流电焊机常见故障有哪些?怎样消除?
交流电焊机常见故障及其消除方法见表下。
| 交流电焊机常见故障及消除方法
|
| 故障
|
产生原因
|
消除方法
|
| 电焊机过热
|
(1)电焊机过载;
(2)变压器线圈短路;
(3)铁芯螺杆绝缘损坏
|
(1)减少焊接电流;
(2)消除短路;
(3)恢复绝缘
|
电流忽大忽
小
|
(1)焊接地线与焊件接触不良;
(2)可动铁芯随电焊机的振动而
移动
|
(1)使接触良好;
(2)设法使之不移动
|
可动铁芯嗡
嗡响
|
(1)可动铁芯的制动螺钉或弹簧
松动;
(2)铁芯活动部分的机构损坏
|
(1)旋紧螺钉,调整弹簧
拉力;
(2)检查修理移动机构
|
焊机外壳带
电
|
(1)初级或次级线圈、电源线、
焊接线碰壳;
(2)地线接触不良或未接地
|
(1)消除碰壳处;
(2)地线接触良好
|
焊接电流过
小
|
(1)焊接线太长,压降太大;
(2)焊接线圈成盘形,电感很
大;
(3)电线接线柱或焊件接触不良
|
(1)减短焊接线长度或加
大直径;
(2)将电线放开;
(3)使接头处接触良好
|
13. ZXG型硅整流式直流电焊机的构造怎样?如何调节焊接电流?
ZXG型系列电焊机常用的有ZXG-300和ZXG-500型两种,其中以ZXG-300型用得较多。它的空载电压70V,工作电压25~30V,电流范围15~300A。ZXG-300型是由三相降压变压器、三相磁放大器(饱和电抗器和硅整流器组)、输出电抗器、通风机组以及控制系统等组成。
调节在面板上的瓷盘电位器,改变磁放大器控制线圈中的直流电流大小,使铁芯中的磁通发生相应变化,即可调节焊接电流。
14. 什么叫逆变焊机?试说明其工作原理。
逆变焊机是一种采用了逆变技术的弧焊整流器,是一种新型节能弧焊电源。它具有效率高、体积小、电弧稳定性好、焊接质量高、操作容易、维修方便等优点。适用于电力建设、钻井平台、建筑工地、设备维修等需要频繁移动焊机的作业场所。逆变弧焊电源的原理框图如下图所示。
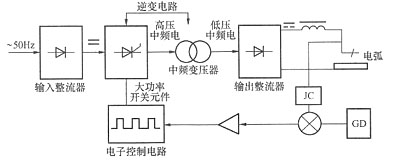
逆变焊机基本原理框图
逆变焊机通常都采用三相交流电源供电。380V交流电经三相全波整流后变成脉动直流电,经滤波变频后变成几百赫兹到几万赫兹的中频高压交流电,再经中频变压器降压,整流后变成低压直流电。通过这一系列逆变过程,实现了整机闭环控制,改善了焊接性能。
根据逆变器所采用的快速开关元件的不同,还可分为晶闸管式、晶体管式、场效应管式三种逆变电源。
15. ZX7-400型焊机是如何调节电流的?
ZX7-400型焊机的电流调节分为粗调和细调。粗调是通过调节功率转换开关进行的,共有两挡:40~140A为一挡,115~400A为一挡。在调粗时,严禁带负载。细调是通过调电流控制旋钮,分为10等分,从最小到最大可调节。远离焊机时,可通过遥控器来进行细调。
16. 简述ZX系列逆变弧焊整流器的结构、工作原理及电流调节。
该焊机是一种可控硅逆变式多功能直流弧焊机,特点是小型、重量轻、高效、节能、电弧稳定、飞溅少、焊接工艺性能好等。此焊机适用于手工电弧焊、TIG焊、碳弧气创、螺柱焊,能多台并联使用。还备有遥控盒,可远距离调节焊接电流。
(1)焊机构造。机芯主要由三相桥式整流器、串联可控硅的逆变器、中频变压器、电控器、单相全波整流器及逻辑控制板等组成。
(2)工作原理。此焊机工作原理基于频率变换原理,其电路见下图1。输入工频三相交流电,经三相桥式整流器整成直流,又被一可控硅串联逆变器转换成0.4~5kHz的交流电,再经中频变压器降压、整流、滤波、输出直流。通过逻辑控制电路,实现整机闭环控制。对于手工电弧焊,提供优良的等功率外特性(见图2)和热引弧功能,与传统的下降特性比较,对电弧长度变化不敏感,可保持适当的焊接温度和热输入,容易控制焊接熔池。对TIG焊,可提供恒流特性(见图3)。同时,逻辑电路可提供程序控制、整机保护和良好的电网波动补偿能力(±10%)。
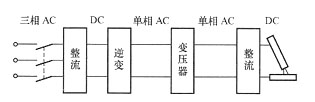
图1 ZX7-4045T电原理框图(逻辑控制电路)

图2 SAW方式等功率
伏安特性曲线
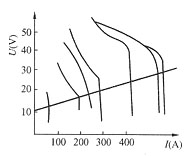
图3 TIC方式恒流
伏安特性曲线
(3)焊接电流的调节。电流调节分为两档,粗调和细调。粗调可调节面板上的电流分档开关(禁止带负载切换)。细调可调节面板上的输出电流调节旋钮,远距离施焊,细调应用遥控盒调节。
17. ZX系列逆变弧焊整流器外部常见故障有哪些?怎样消除?
焊机内部发生故障或机内某部件失灵时,后面板上的空气开关会自动跳闸,可将空气开关重合一次,看是否属于瞬时性故障,但不允许多次强行重合。确实发生故障应请厂家或懂得该机线路的人员进行开机修理,焊工不得乱动。
ZX系列逆变弧焊整流器常见故障、产生原因及排除方法,见下表。
ZX系列逆变弧焊整流器常见故障、
产生原因及排除方法
|
| 故障
|
可能原因
|
排除方法
|
功率设定值、焊接电流
值太小
|
初级电源缺相
|
检查初级电源连接
|
使用遥控时焊接电流过
大过小
|
遥控部件故障
|
(1)更换;
(2)检查开关位置范围
|
焊接时,焊机逆变停
止,风扇仍然旋转,空气
开关不跳闸,无输出电压
|
(1)焊机过热;
(2)运行电流太大或
负载持续率过大;
(3)冷却不当
|
(1)等10min;
(2)减小焊接电流和负载
持续率;
(3)保证通气孔畅通
|
在TIG焊时,电弧不能
引燃
|
气体控制未接通
|
将面板上热引弧开关及工
艺方式开关置于正确位置
|
18. 硅整流式电焊机常见故障有哪些?怎样消除?
硅整流式电焊机常见故障及消除方法见下表。
| 硅整流式电焊机常见故障及消除方法
|
| 故障
|
产生原因
|
消除方法
|
电焊机空载电
压太低
|
(1)网路电压低;
(2)变压器一次绕组匝间短路;
(3)磁力启动器接触不良
|
(1)设法提高电压;
(2)消除短路;
(3)使接触良好
|
焊接电流调节
失灵
|
(1)控制线圈匝间短路;
(2)焊接电流控制器接触不良;
(3)控制整流回路元件击穿
|
(1)消除短路;
(2)使接触良好;
(3)更换元件
|
焊接电流不稳
定
|
(1)主回路交流接触器或风压开
关抖动;
(2)控制绕组接触不良
|
(1)消除抖动;
(2)使接触良好
|
风扇电动机不
转
|
(1)熔丝烧断;
(2)电动机绕组断线;
(3)按钮开关触头接触不良
|
(1)更换保险丝;
(2)修复或更换电动机;
(3)修复或更换开关
|
焊接电压突然
下降
|
(1)主回路全部或部分短路;
(2)整流元件击穿;
(3)控制回路断路
|
(1)修复;
(2)更换;
(3)修复
|
19. 各类电焊机有何优缺点?各适用于何种场合?
各类电焊机的优缺点及其应用范围见下表。
| 电焊机的优缺点及其应用范围
|
| 名称
|
优缺点
|
应用范围
|
旋转式直流
电焊机(焊接
发电机)
|
优点:可以选择极性,电弧稳定,焊
接电流稳定;
缺点:嗓音大,结构复杂,维修困
难,易产生磁偏吹
|
用于手工电弧焊、氩
弧焊、等离子弧焊和切
割等,现在该类焊机已
经强制淘汰
|
硅整流式直
流电焊机(焊
接整流器)
|
优点:噪音小,空载损耗小,可以选
择极性;
缺点:飞溅大,易损坏,焊接电流不
稳定
|
用于手工电弧焊、氩
弧焊、等离子弧焊接和
切割、碳弧气刨等
|
交流电焊机
(焊接变压器)
|
优点:成本低,结构简单,质量轻,
易维修;
缺点:不能选择极性,电弧稳定性较差
|
用于手工电弧焊(用
酸性焊条时)、氩弧焊
(焊接铝母线)、埋弧焊等
|
20. 试比较交流和直流弧焊电源的特性。
交流和直流弧焊电源特性的比较参见下表。
| 交流和直流电源的特性比较
|
| 项目
|
交流
|
直流
|
|
项目
|
交流
|
直流
|
| 电弧稳定性
|
低
|
高
|
噪声
|
不大
|
旋转式
直流焊机大
|
| 极性可换性
|
无
|
有
|
| 磁偏吹影响
|
很小
|
较大
|
成本
|
低
|
高
|
| 空载电压
|
较高
|
较低
|
供电
|
一般单相
|
一般三相
|
| 触电危险
|
较大
|
较小
|
重量
|
较轻
|
机型不一,
重量不等
|
| 构造及维修
|
较简
|
较繁
|
21. 如何选择弧焊电源?
一般应根据以下几方面来选择弧焊电源:
(1)根据焊接电源的要求。
(2)根据焊接工艺方法。
(3)根据焊接电源的功率(即焊接电流)大小。
(4)根据工作条件的要求。
弧焊电源应根据生产实际恰当选择。选择合适的焊接电源,既能保证焊接头的质量,又可提高经济效益。
22. 使用弧焊电源时,对电缆、熔断器及开关各有何要求?
使用弧焊电源时,必须选择好的电缆、熔断器、开关等主要附件。
(1)电缆。焊接电缆经常移动、弯曲,要求其既要柔软性好、容易弯曲、绝缘性好,又要有足够的导电截面积。一般常用多股紫铜软线制成。
(2)熔断器。熔断器是低压电路中常用的保护电器,对交流和整流式弧焊机,熔断器的额定电流应等于或略大于该焊机的额定初级电流。
(3)开关。交流焊机和弧焊整流器开关的额定电流,应等于或略大于焊机的额定初级电流。
23. 手弧焊电源的维护应注意什么?
手弧焊电源的维护应注意以下几点:
(1)焊机应放置在干燥通风的地方,搬动时要防止剧烈震动。
(2)接入网路时,要仔细检查各接线是否正确,接头是否拧紧。
(3)接地(或接零)线是否接牢。
(4)整流式弧焊机应注意检查通风系统有无故障,组容保护是否可靠,硅元件是否击穿。
(5)焊机必须在额定最大焊接电流范围内和相应的负载持续率下工作,不允许长时间短路和过载。
(6)停止工作时,应及时切断电源。户外工作要遮盖好焊机。
24. 电焊工具及辅助工具有哪些?怎样选用焊钳和护目玻璃?
电焊工具有电焊钳、面罩、黑玻璃等。
辅助工具有尖头锤、钢丝刷、代号钢印等。
电焊钳用来夹紧焊条和传导电流,根据焊接电流选用。常用的型号G-352,0.5kg,可夹住

mm直径的焊条,安全电流为300A。
护目玻璃用来保护眼睛,避免强光及有害紫外线的损害。护目玻璃按颜色的深浅可分6类:7、8、9、10、11、12,号数越大,色泽越深。目前以墨绿色为多。选用时,可根据施焊人员的视力和环境条件进行选用,视力较好或光线充足处,最好用深色的;视力较差或暗处,可选用浅色的。
25. 怎样选用焊接导线的截面积?
焊接导线用来传导电流,根据焊接电流的大小来选定焊接导线的截面积。电焊机的次级有两根导线,一根与焊件相连(地线),一般用金属板或硬铝线;另一根与电焊钳相连,用紫铜丝软线,截面积的选择见下表。
焊接导线截面积与电流、导线长度的关系 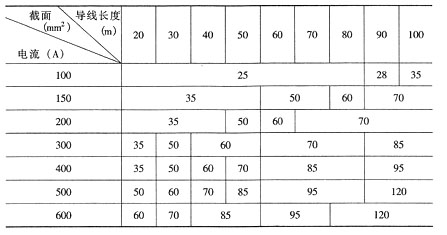



 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题