1. 射吸式焊炬的工作原理怎样?
射吸式焊炬使用的氧气压力较高(0.1~0.8MPa),乙炔的压力较低(0.001~0.12MPa)。它通过混合室内喇叭口形状的喷嘴,利用射吸作用,使高压氧气与低压乙炔气混合,并以相当高的流速从焊嘴喷出,如下图所示。这种焊炬的适应性广,乙炔气压力大于0.001MPa就能保证焊炬的正常工作。

射吸式焊炬示意图
1—炬柄:2—氧气阀;3—乙炔阀;4—喷嘴;5—混合室;
6—喷管;7—焊嘴
2. H01-6型射吸式焊炬的结构怎样?
国产的射吸式焊炬有H01-6、H01-12、H01-20和H02-1型四种,其中用得最广的是H01-6型焊炬。这种焊炬备有5个焊嘴,能焊接2~6mm厚度的焊件,使用的氧气压力为0.2~0.4MPa,乙炔气压力为0.001~0.12MPa。
H01-6型焊炬由主体、气体调节阀、喷嘴、射吸管、混合气管、焊嘴、手柄、气管接头等组成,如下图所示。主体由HPb-59-1黄铜制成,混合气管与射吸管采用银钎料钎接,手柄是用电木粉(胶木)压制而成。
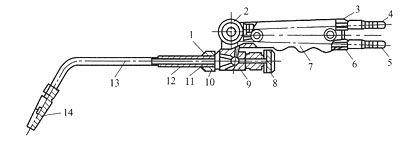
H01-6型焊炬的构造
1—射吸管螺母;2—乙炔调节阀书;3—乙炔进气管;4—乙炔接头;5—氧气
接头;6—氧气进气管;7—手柄;8—氧气调节阀;9—主体;10—氧气阀针;
11—喷嘴;12—射吸管;13—混合气管;14—焊嘴
3. 割炬的作用和结构怎样?
割炬的作用是使可燃气体与氧气混合,形成一定形状的预热火焰,并能在预热火焰中心喷射切割氧气流,以便进行气割。
射吸式割炬的结构是以射吸式焊炬为基础,增加了切割氧的气路和阀门,并采用专门的割嘴。割嘴中心是切割氧的通道,预热火焰均匀分布在它的周围,见下图。

割炬示意图
4. 常用的割炬有哪些?型号有哪些?
常用的氧—乙炔割炬有两种:射吸式割炬和等压式割炬。
射吸式割炬型号有G01—30、G01—100、C01—300、G02—30和G02—100等。
等压式割炬型号有GD2—100。
5. 埋弧焊机由哪些部分组成?是如何分类的?
埋弧焊机由弧焊电源、自动焊接小车和控制箱组成。
埋弧焊机分类有:
(1)按用途分为通用和专用焊机。通用焊机适用于各种结构的对接、角接、环缝和纵缝等;专用焊机适用于焊接某些特定的结构或焊缝。
(2)按电弧自动调节的方法分为等速送丝式和均匀调节式焊机。等速送丝式适用于细焊丝或高电流密度的情况;均匀调节式适用于粗焊丝或低电流密度的情况。
(3)按行走机构形式分为小车式、门架式、悬臂式。通用焊机大都用小车式。
(4)按焊丝数目分为单丝、双丝和多丝焊机三类。国内目前生产应用的大多数为单丝式焊机。
6. MZ-1000型埋弧焊机的设计原理和适用范围怎样?
MZ-1000型埋弧自动焊机是根据对电流电压自动调节原理设计的,具有强迫调节系统的均匀调节式自动焊机。它适合焊接位于水平位置或与水平面倾斜不大于15°的各种有、无坡口的对接焊缝、搭接焊缝和角接焊缝等,并可借助转胎进行圆形焊件内、外环缝的焊接。
7. 焊接工人为什么要了解焊接缺陷的产生原因?
在焊接过程中,由于多种原因往往会在焊接接头区域产生各种焊接缺陷。焊接工人应了解焊接缺陷产生的原因,以采取相应的预防措施,避免缺陷产生,或将缺陷控制在可以接受的最低限度,从而提高焊接接头的质量,确保焊接产品的安全可靠性。
8. 什么叫焊接缺陷?
焊接缺陷是指焊接过程中在焊接接头处产生的不符合设计或工艺要求的缺陷。缺陷的存在使金属的显微组织、物理化学性能以及力学性能显示出不连续性。
9. 产生焊接缺陷的原因有哪些?
产生焊接缺陷的原因有以下几个方面:
(1)设计不当。
(2)选材不当,材料的结合性能不好。
(3)焊接工艺不当。
(4)焊工操作不当。
10. 焊接缺陷如何分类?
焊接缺陷可按下列方法分类:
(1)按缺陷的形态可分为:平面型缺陷(如裂纹、未熔合等);体积型缺陷(如气孔、夹渣等)。
(2)按缺陷出现位置不同可分为:表面缺陷(如焊缝尺寸不符合要求,咬边、表面气孔、表面夹渣、表面裂纹、焊瘤、弧坑等);内部缺陷(如气孔、夹渣、裂纹、未熔合、偏析、显微组织不符合要求等)。
(3)按缺陷的可见度分为:宏观缺陷,微观缺陷。
11. 焊接缺陷的分类标准是什么?
国家标准GB6417—1986《金属熔化焊焊缝缺陷分类及说明》中将金属熔化焊焊缝缺陷分6类,即裂纹、孔穴、固体夹杂、未熔合与未焊透、形状缺陷和其他缺陷。
12. 国标GB6417—1986《金属熔化焊焊缝缺陷分类及说明》中的“其他缺陷”包括哪些?
“其他缺陷”主要包括电弧擦伤、飞溅、钨飞溅、表面撕裂、磨痕、凿痕、打磨过量、定位焊缺陷及层间错位等。
13. 什么叫裂纹?常见的裂纹有哪些?裂纹有什么危害?
在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而产生的缝隙叫裂纹。
常见的裂纹有热裂纹、冷裂纹和再热裂纹。
裂纹是焊接结构中最危险的一种缺陷,不仅会使产品报废,而且还可能引起严重的事故。因此,有裂纹的焊件必须返修。
14. 裂纹按产生的部位可分为哪几种?
按裂纹产生的部位可分为:
(1)微观裂纹。在显微镜下才能观察到的裂纹称为微观裂纹。
(2)纵向裂纹。基本上与焊缝轴线平行的裂纹称为纵向裂纹。
(3)横向裂纹。基本上与焊缝轴线垂直的裂纹称为横向裂纹。
(4)放射状裂纹。具有某一公共点的放射状裂纹称为放射状裂纹。
(5)弧坑裂纹。在焊缝收弧弧坑处的裂纹称为弧坑裂纹。
(6)间断裂纹群。一组间断的裂纹称为间断裂纹群。
(7)树枝状裂纹。由某一公共裂纹派生的一组裂纹称为树枝状裂纹。
15. 何谓热裂纹?有何特点?
焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区所产生的裂纹称为热裂纹。
热裂纹的特点是:
(1)热裂纹一般产生在焊缝的结晶过程中,故又称结晶裂纹或凝固裂纹。
(2)热裂纹绝大多数产生在焊缝金属中,有的是纵向,有的是横向。发生在弧坑中的热裂纹往往呈星状。有时热裂纹也会发展到母材中去。
(3)热裂纹大多数在焊缝中心或者处在焊缝两侧,其方向与焊缝的波纹线相垂直,露在焊缝表面的有明显的锯齿形状,也常有不明显的锯齿形状。
(4)氧在高温下进入露在焊缝表面的热裂纹内部,在裂纹断面上都可以发现明显的氧化痕迹。
16. 热裂纹产生的原因是什么?
焊缝结晶时,杂质和低熔点共晶物在晶界处偏析。由于它们的熔点比焊缝金属低,所以在结晶过程中以液态间层存在。当受到一定大小的拉伸内应力时,液体间层被拉开而形成热裂纹。由此可见,拉应力是产生热裂纹的外因,晶界上的低熔点共晶体是产生热裂纹的内因,拉应力通过晶界上的低熔点共晶体而造成热裂纹。
17. 防止热裂纹的措施有哪些?
防止措施有:
(1)降低母材或焊丝的含硫量。
(2)降低焊缝的含碳量。
(3)提高焊丝的含锰量。
(4)加变质剂。
(5)形成双相组织。
(6)选用合理的成形系数。
(7)选择合理的焊接顺序和焊接方向。
(8)对焊件采用焊前预热和焊后缓冷。
18. 什么叫冷裂纹?冷裂纹的特点是什么?焊接哪些钢容易产生冷裂纹?
冷裂纹是指焊接接头冷却到较低温度(对钢来说在Ms温度以下)时,产生的焊接裂纹。
冷裂纹的特点:
(1)冷裂纹发生在焊接之后,形成的温度约在200~300℃以下,即马氏体转变温度范围。
(2)冷裂纹大多产生在基本金属上或基本金属与焊缝交界的熔合线上。
(3)露在接头金属表面的冷裂纹裂口发亮,裂纹断面上无明显的氧化痕迹。
(4)冷裂纹可能发生在晶界上,也可能贯穿晶粒内部。
碳当量等于或大于0.40%的低合金钢、中高碳钢、合金钢、工具钢和超高强度钢等钢种在焊接时易产生冷裂倾向,而形成冷裂纹。
19. 冷裂纹产生的原因是什么?
冷裂纹产生的原因是:
(1)焊缝中的氢在结晶过程中要向热影响区扩散、聚集。
(2)如果被焊材料的淬透性较大,则焊后冷却下来时,在热影响区形成马氏体组织,其性脆而硬。
(3)焊接时的残余应力。
这三个因素(氢、淬硬组织和应力)的综合作用,就会导致冷裂纹的产生。氢在金属里的扩散速度有快有慢,因此冷裂纹产生的时间也不同。有的在焊后冷却过程中产生,有的甚至放置一段时间后才产生,故又称为延迟裂纹。
20. 防止冷裂纹的措施有哪些?
防止冷裂纹的措施有:
(1)焊前预热和焊后缓冷。
(2)采用减少氢的工艺措施。
(3)合理选用焊接材料。
(4)采用适当的工艺参数。
(5)选用合理的装焊顺序。
(6)进行焊后热处理。
21. 什么是延迟裂缝?有何危害?
冷裂缝有些在焊接后立即出现,也有些可以延至几小时、几天、几周,甚至更长的时间以后再发生,这类冷裂纹称为“延迟裂缝”。这种裂缝,在应力的作用下,还可能向母材及焊缝金属的纵深处发展。延迟裂缝往往造成预料不到的重大事故,因此,比一般裂缝具有更大的危险性,必须充分重视。
22. 防止延迟裂缝有哪些方法?
防止延迟裂缝的方法如下:
(1)选择合适的焊接材料,使焊缝强度与母材强度相适应。选用碱性低氢型焊条,焊前要严格烘烤焊条。采用焊丝要去油除锈,以降低焊缝含氢量。
(2)提高预热温度,减缓焊后冷却速度,可改善接头的显微组织;降低焊接热影响区的最高硬度值;提高热影响区的韧性;加速焊缝中的氢向外扩散;预热也能起到减少焊接应力的作用。在整个坡口焊满前,应保证层间温度不低于预热温度,并且整个坡口要连续一次焊完。
(3)焊后及时进行热处理。这样,一方面可减少或消除焊接残余应力,改善接头的组织,同时可加速焊缝中的氢向外扩散。实际生产中,要求及时对产品进行回火热处理往往不容易做到。为此,焊后将焊缝区域及时再加热到250~300℃,并保持这一温度达6h后再冷却。然后再进行比较正规的回火热处理,这对克服延迟裂缝有显著的效果。
23. 再热裂纹是怎样产生的?防止的措施有哪些?
再热裂纹是低合金高强度钢在焊后热处理过程中产生的裂纹。它是在加热消除应力的过程中,焊接接头发生变形,其变形量超过了热影响区金属在该温度下塑性变形的能力而产生的。
防止措施有:
(1)减小热影响区的过热倾向,细化奥氏体晶粒尺寸。
(2)选用合适的焊接材料,提高金属在消除应力热处理温度时的塑性,以提高承担松弛应变的能力。
(3)提高预热温度,焊后缓冷,焊缝表面与母材圆滑过渡,以减小焊接残余应力和应力集中。
(4)采用正确的热处理规范和工艺,尽量不在热敏感区长时间停留。
24. 什么叫气孔?气孔的形成经历哪些过程?
气孔是指在焊接时,熔池中的气泡在凝固时未能及时逸出而残留下来所形成的空穴。
气孔的形成一般经历以下四个过程:
(1)气体的吸收。
(2)气体的析出。
(3)气泡的长大。
(4)气泡的上浮。
25. 气孔对焊缝金属的影响如何?
焊缝中存在气孔,会削弱焊缝的有效工作截面,从而降低了焊缝的力学性能。气孔还使焊缝金属的塑性,特别是弯曲和冲击韧性降低很多,同时破坏了焊缝的致密性。气孔严重时,会使金属结构在工作时遭到破坏。



 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题